电火花数控线切割机床功能与用途
Time:2025-09-10 10:56:21
关于电火花数控线切割机床功能与用途的问题,我们总结了以下几点,给你解答:
电火花数控线切割机床功能与用途

Sg目前电火花线切割机床分为两类:一类是往复走丝电火花线切割机床,都是高速走丝;另一类是单向走丝电火花线切割机床,都是低速走丝。
高速走丝线切割(WEDM-Hs)是指电极丝高速往复运动的电火花线切割加工。一般走丝速度在8-10m/s以内,生产厂有时称“快走丝”。
低速走丝线切割(WEDM-LS)是指电极丝低速单向运动的电火花线切割加工。一般走丝速度在4m/min以内,生产厂有时称“慢走丝”。
慢走丝使用的电极是铜线,快丝用的是钼丝,而且快丝是往复使用的,慢丝只能一次性,当然慢丝机价格高,加工费也高,加工出来的产品品质也高,快丝则反之,
精度高低的问题,慢走丝一般是用来精加工的,而快走丝一般用来粗加工,一般的加工精度都可以达到
慢的机器价格比快的高几十被甚至上百倍啊!加工精度也差几个档次
速度和精度不一样啊
设备精度、加工费用、加工精度都不是一回事。“☆雪飞☆”的回答是正解。
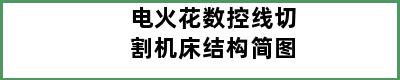
电火花数控线切割机床结构简图
临沂旧机床交易市场,位于临沂市河东区东外环与凤凰大街交汇处--东立机床市场,南临临沂最大钢材交易市场。
该市场主要经营新旧:普通/数控车床,铣床,刨床,磨床,钻床,锯床,加工中心,线切割,剪板机,折弯机,冲床,油压机,矿山机械,建筑机械,风机,减速机,电机,化工设备,其他异形设备等等通用设备。
临沂市内坐公交31路可以直达(杨岭),距离临沂汽车总站14公里。
电火花数控线切割机床优点
1、采用金属丝做工具电极,无需设计和制造成型工具电极,大大降低加工费用,缩短生产准备时间,加工周期短,适合小批量零件的加工和试制新产品。
2、能用直径Φ0.003~Ф0.3mm的金属丝加工微细异型孔、窄缝和复杂形状的零件。
3、金属蚀除量少,材料的利用率高,能有效节省贵重金属材料。
4、只要是导体或半导体就可加工,与材料硬度无关。
5、加工中万景时越束推复汉工具电极与工件无接触切削力,汉急八既适宜于加工低刚度零件盒细小零件。
6、电极丝移动使得单位长度电极丝损耗小,加工精度高。
7、采用乳化液或水基工作液,避免火灾,可以实现昼夜无人值守连续加工。
8、通过多轴联动可以加工锥度和上下异形件、形状扭曲的曲面体和球形零件。
9、不能加工盲孔和阶梯表面。